
100年途絶えた芝の醸造所が復活——東京の地産地消にこだわった『都市型酒造』の挑戦に迫る(後半)
黒を基調としたシックな空間に、L字型のおしゃれなバーカウンター。こちらは港区芝にある日本酒ラウンジです。実はここ、東京23区で唯一の酒蔵に併設された創作料理&バーなのです!
前回の記事では、一世紀ぶりに復活を遂げた「東京港醸造」について、創業から現在に至るまでの歴史を辿りました。
後編となる本記事では、都心ならではの酒造りについて、杜氏の寺澤善実さんに詳しく語っていただきます。
東京の水道水の可能性を広げた「江戸開城」の醸造アイデア
——まず、気になっていたのが、東京都の水道水を用いた酒造りについてです。なぜ「水道水を使おう」という構想に至ったのでしょうか。
寺澤さん「水道水を使うアイデア自体は、もともと『黄桜台場醸造』に勤めていた頃からあり、水道水の酒造適正に問題がないことがわかっていました。東京都水道局により、カルキ臭などを取り除く『高度浄水処理』が導入され、2013年には都内全域で安全でおいしい水が飲めるようになりました。日本のように、蛇口からそのまま水道水が飲める国は珍しく、世界的にも評価が高いです。さらに東京の水道水は、名水百選にも選ばれた伏見の水と同じ、“中硬水”。発酵がゆっくりと進むため、淡麗な酒質になります。また、清酒酵母の栄養分となるミネラルを程よく含んでいることも分かりました。安全性や水質、味わいの面で酒造りに適していると判断しています」
——「東京の水道水」で造る「都心生まれの日本酒」というのは、それだけでも話題性がありますよね。全国新酒鑑評会で金賞を受賞された黄桜台場醸造所でのご経験も含め、都心で酒造りを行う中で感じた難しさや、地方の酒蔵との違いについてお聞かせください。
寺澤さん「台場醸造所では10年間、『制約されるスペースの中でどこまで他の蔵と同じ、あるいはそれを超える酒質の清酒が醸せるか』という課題を追及してきました。齊藤社長から案内された、自社ビルの四階建てのスペースは171㎡あり、52㎡だった台場醸造所の三倍以上。製造スペースとしての十分なイメージが持てました。23区内の清酒製造所は一社のみなので、地方の酒蔵の方から『ライバルがいなくて良いですね』と言われることもありますが、決してそんなに甘くはありません。地方酒蔵のように、安価商品を大量に生産するスペースはないため、狭い空間での効率化と合理化を徹底しました。また、最初の一年は話題性で売れることもありますが、『高いけれどもう一度飲んでみよう』と思ってもらえなければ、売り上げは止まってしまいます。酒質だけでなく『ブランディング』や『マーケティング』も非常に重要なポイントだと考えています」
「江戸開城」の魅力を引き出した
社長長女・楓さんによる総合ブランディング
住まいに使用していたスペースを活用し、寺澤さんの酒造りのノウハウによって実現した東京港醸造の復活。その成功を後押ししたのが、店舗デザインやラベルデザイン、ホームページ製作まで、トータルでブランディングを手がけた代表取締役社長・齊藤俊一さんの長女、楓さんの存在です。
齊藤さん「ショップやラベルのデザインは、酒蔵のテーマカラーが黒であることと、若い世代にも興味を持ってもらいたいという想いから、全体的にシックで洗練された雰囲気にまとめています。東京港醸造の隣のビル10階にオープンした『日本酒ラウンジtpb(ティーピービー)』は娘が計画を実行し、『江戸開城』のブランドイメージをより立体的に表現するための場所として作りました」
日本酒ラウンジtpbでは、「江戸開城」をはじめ東京港醸造の全商品のほか、旬の果実をふんだんに使った日本酒カクテルも楽しめます。日本酒に合う季節の料理を、コースやアラカルトで提供しています。

四季折々の植栽が散りばめられたモダンな店内。窓の外には、レインボーブリッジや東京タワーなど都心ならではの眺望が広がります。
ビルをまるごと活用した
「マイクロ・ブリュワリー」ノウハウを紐解く
——話を戻しますが、4階建ての自社ビルでの酒造りについてもう少し詳しく伺いたいです。どのような仕組みなのでしょうか。
寺澤さん「弊社のようなビルに囲まれた環境は、直射日光を遮るため真夏でも電気代金の節約につながる環境が自ずと出来上がっています。さらに四階建ての構造を活かし、『有効位置エネルギー』を取り入れた製造工程を考えました」
——有効位置エネルギーとは、どのような仕組みですか。
「ビルの縦に長い構造を活かし、酒造工程に沿って上から下に階数を落としていき、酒造りを進めていく方法です。酒造りは、お米の処理、発酵、搾りの順で進むのですが、次の工程へ移るときに下の階へ落としていきます。また、暖かい空気は上に、冷たい空気は下に溜まる性質を利用して、室温30度ほどの暖かいスペースが必要な麹造りの工程は、自然と最上階に配置されるように設計しました」
動線づくりだけでなく、東京港醸造では大量生産ができないからこそ、少ない酒米で多くの日本酒を生み出す工夫を重ね、生産性の向上を図っています。
「お米が溶けやすい仕込み配合や醸造方法を心掛けていて、80%程度の酒米使用量でも、100%使用時と同量のお酒が造れるようにして、経営面でも楽になるように意識しています」
酒造りには、寺澤さん自身が開発し、特許を取得した「寺澤式醸造機材」も活躍しています。
「水・米・酵母に合わせて火入れの温度や時間をプログラム化した『瓶燗システム』、酒造り工程で発生する洗浄作業の際、出水・止水を足元で操作できる『水栓フットコントローラー』、乾燥して固まった米麹をほぐす『吟醸型切返し機』などを開発しました」
都心の限られたスペースによるマイクロ・ブリュワリー。その中でもさらに驚きなのが、“週一単位”でお酒を造っている点です。
「弊社では貯蔵タンクを置かず、年間52回仕込みの『四季醸造』を採用しています。これにより、常にお酒をアップデートさせていくことも可能です」
寺澤さんの40年以上にわたる日本酒造りの経験から開発されたコンパクト型酒造り「クラフト蔵Ⓡ工房」では、2019年より酒蔵コンサルタント事業もスタートしています。

コンパクト型酒造りのノウハウ提供に加え、WebサイトやSNSの運営、広報までを一貫して行います。 画像提供:東京港醸造
コンパクト型酒造りの技術を海外にも発信!
アイデアマン・寺澤さんが描く未来設計図とは
——杜氏としてのご活躍にとどまらず、ノウハウ提供という面においても事業展開をされている寺澤さん。今後の挑戦やご展望などについてお聞かせください。
「例えば、アメリカやフランス、イギリスにある日本大使館に、お米を持ち込み、そこで醸造すれば、ジャパニーズ酒が出来上がるじゃないですか。そのノウハウを活かして味噌や醤油なども作り、各国の大統領を招いた晩餐会を開く未来も可能性としてはあり得るのではないかと考えています。
もうひとつ、最近実用化に向けて計画を練っているのは、インバウンド客に向けた“フルオーダー式の酒造りサービス”です。お米や麹菌、酵母などを選択していただいて、味や香りも好みのものを選んでもらう。さらに、醸造体験もツアーのプログラムとして組み込む予定です」
ショップには甘酒味のユニークなポッキーが並べられていました。原料すべてが東京産という「東京あまざけ」のポッキーです。

空気から水を生成する独自技術を持つ株式会社アクアムとの共同開発商品「江戸開城 空気水仕込」も、日本酒に革命を起こした商品のひとつ。 画像引用:プレスリリース
酒造業界のアイデアマン・寺澤さんから次々と語られる構想に圧倒されながらインタビューを終えました。取材を通じて日本酒への興味がより一層深まり、いざまち読者のみなさんにも、あらたな日本酒の魅力を知っていただくきっかけとなれば幸いです。
取材後、「せっかくだから江戸開城を飲んでみたい」という気持ちがふつふつと沸いて、試飲をさせていただきました!
日比谷公園の花壇で花の蜜を集めていたハナバチから採取された「Tokyo酵母」。こちらを使用した江戸開城の「All Tokyo」は、刺身などに合わせやすそうなすっきりとした味わいが印象的でした。一緒に試飲した「All Edo」は、バナナのような香りとまろやかな味が口いっぱいに広がりました。
東京の水道水を使うというキャッチ―なコンセプトとは裏腹に、安定した旨味が楽しめる江戸開城。記念日やハレの日に飲んでみてはいかがでしょうか。
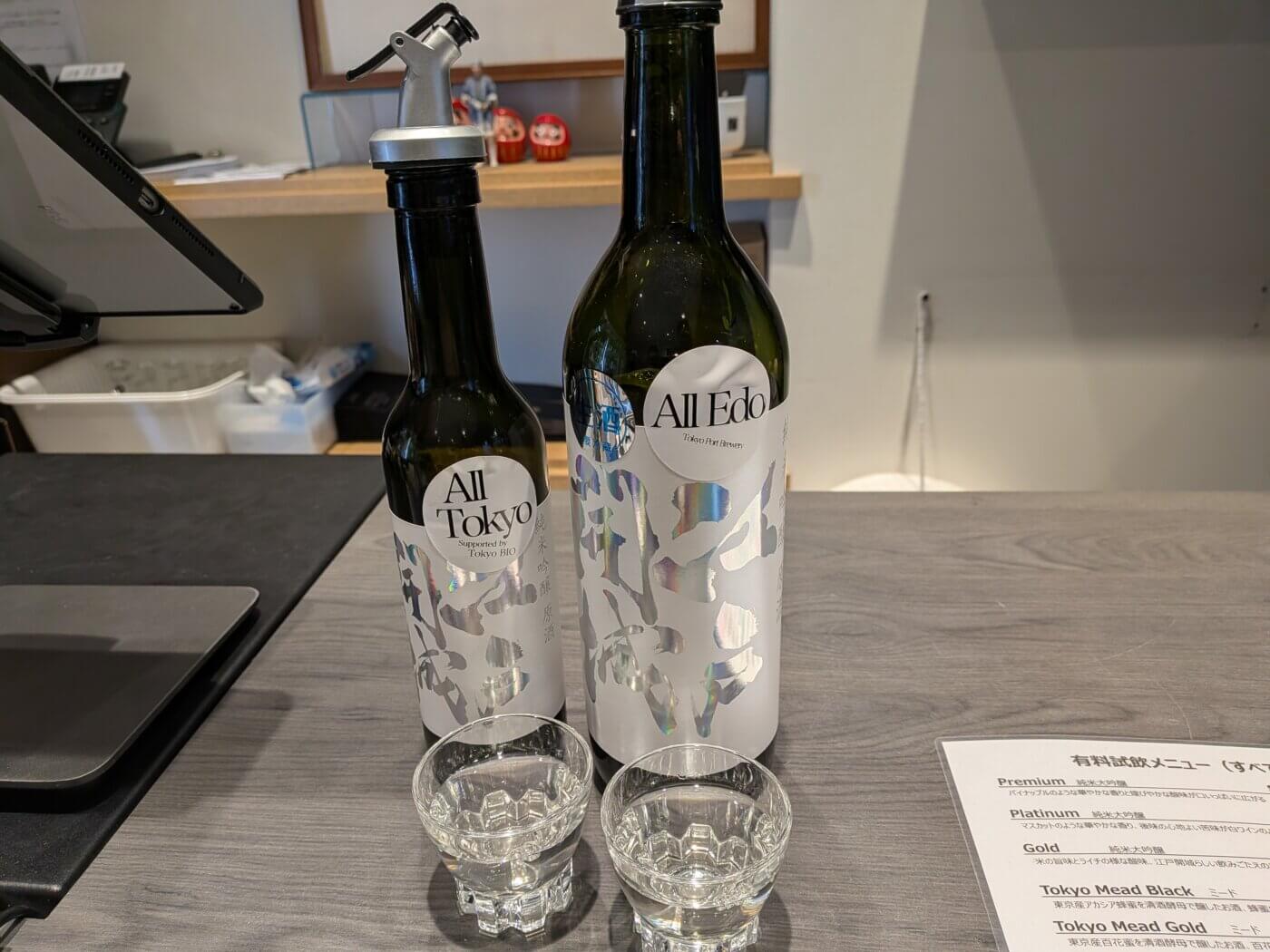
東京の水道水、東京産のお米とオリジナル酵母を使用した「All Tokyo(左)」と最古の清酒酵母(Edo酵母)で造った「All Edo(右)」。
【東京港醸造】
住所:東京都港区芝4-7-10(直営ショップ)
時間:月~金曜11:00~19:00、土曜~17:00
定休日:毎週日曜
アクセス:都営地下鉄三田駅「A9出口」より徒歩5分
【日本酒ラウンジtpb】
住所:港区芝4-7-8 芝ワカマツビル10F
時間:火~金曜17:00~22:30、土曜14:00~21:30
定休日:毎週日・月曜、祝日

